ワイヤーカットにおけるパンチ側のつなぎ位置
当事務所では、ワイヤーカット加工におけるスタート穴と、それに伴う軌跡終りのつなぎ位置について、どこでつなぐのが良いのか、よく相談を受けます。
CAEによる確認
そこで、次は今話題のクラウド系低価格3次元CADであるFUSION360を使って、定量的に確認してみることにしました。
なお、ダイ側については、歪むであろう量を見込んで荒取りを行ったのち、2ndカットおよび3rdカットで仕上げるのが良いと思います。
したがって今回は、パンチ側の形状で確認してみることにしました。
とりあげた事例は、次の2パターンです。
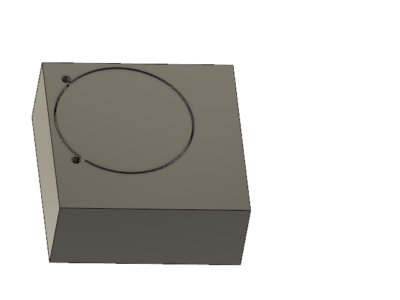
パターン①として
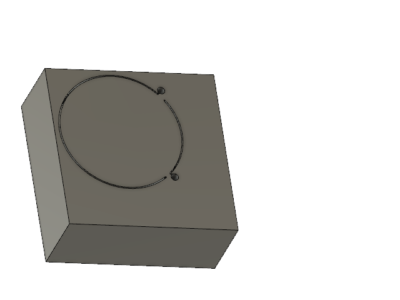
パターン②はこちら
形状の前提条件として、テーブルにクランプする側は、35ミリの残り代をつけており、そうでない外周側は、最小5ミリの残り代をつけています。
板厚は、プレス抜きパンチに多い60ミリにしています。
パターン①のコンセプトとして、段取りの際、水流を出しながら、上部ノズル位置をスタート穴中心に手動で移動させる際、ワーク外から見やすいので、よくこの外側の位置にスタート穴を設けることがあります。それを再現しました。
パターン②のコンセプトとしては、パターン①の反対側に持ってくることで、どのように強度が変わるのか見るために、この位置にしました。
なお、スタート穴を対角にしていないのは、今回特に、歪みを再現した際、ある程度大げさに変位させるためです。
結果は次のようになりました。
続きを閲覧するにはログインが必要です。会員の方はログインしてください。 新規会員登録はこちら銀行振込でも可能です。また本サイトで本をご購入いただいた方も有料会員に登録できます。
詳しくはこちらをご覧ください。