FAQ– archive –
-

「評価」は上司の唯一の特権?
「評価」は上司の唯一の特権? はじめに 私は金型・部品加工業専門のコンサルタン... -
【ショートコラム】金型・部品加工業の現場で機嫌の悪さが表に出てしまう人への対処について
【ショートコラム】金型・部品加工業の現場で機嫌の悪さが表に出てしまう人への対... -
金型・部品加工業における日本人社員と外国人社員のマインドの違い:意識と価値観のギャップ
金型・部品加工業における日本人社員と外国人社員のマインドの違い:意識と価値観... -
【考察】図面が現場の加工効率や品質に影響を与えてしまった事例
【考察】図面が現場の加工効率や品質に影響を与えてしまった事例 3次元CADと2次元... -
【ショートコラム】労働環境がサイコーの会社とは
【ショートコラム】労働環境がサイコーの会社とは 私が聞いた、最高(?)の労働環... -
【ホントーにささいなテーマですが】仕事中の雑談:話しかける側、話しかけられる側、どちらが悪い?
【ホントーにささいなテーマですが】仕事中の雑談:話しかける側、話しかけられる... -
事例企業にみる間違ってしまった仕事の教育観念:経験主義は本当に正しいのか?
事例企業にみる間違ってしまった仕事の教育観念:経験主義は本当に正しいのか? 私... -
金型・部品加工業の成長に必要な「現状否定」の力:A社とB社の明暗を分けた意識
金型・部品加工業の成長に必要な「現状否定」の力:A社とB社の対比から学ぶ 私は、... -
【考察】改めて「教える」ことの価値について
【考察】改めて「教える」ことの価値について はじめに さて今回のテーマは、金型... -
【ショートコラム】これって簡単にできる身近な自動化?
【ショートコラム】これって簡単にできる身近な自動化? 今回は、金型や機械部品な... -
【考察】令和の現場リーダー像:かつての鬼軍曹はなぜ成果を出せたのか?
【考察】令和の現場リーダー像:かつての鬼軍曹はなぜ成果を出せたのか? はじめに... -
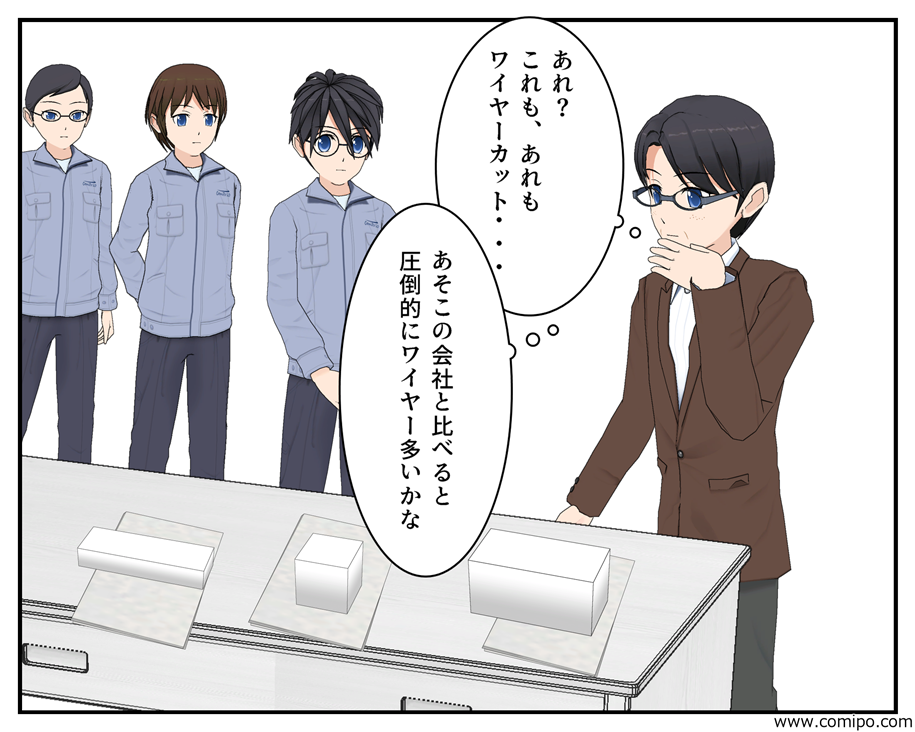
【ショートコラム】金型・部品加工業におけるワイヤー放電加工のボトルネック解消:±0.01ミリ公差の加工方法選択が鍵
【ショートコラム】金型・部品加工業におけるワイヤー放電加工のボトルネック解消...