
マシニングセンターの現実の精度と向き合っていますか?
さて今回は、私自身が普段のコンサルティングでよく感じる、マシニングセンターの精度についてオペレーターの方々に感じることを取り上げました。
題して「マシニングセンターの現実の精度と向き合っていますか?」です。
テーブルの送り速度について
まずテーブル又は、主軸の送り速度についてです。
これは、マシニングセンターにて、CAMデータによる3次元加工を行う際に、感じることです。
最近の工具カタログには、ありがたいことにエンドミルの種類ごとほとんどの工具について加工条件が記載されています。
これにより、CAMオペレーターは、悩まずにCAMに主軸の回転と送り速度を入力することができます。
ここで私が感じることは、その条件を何の気なしに使っている点です。特に問題と感じるのは、狭いエリアでカクカクと曲がる軌跡で加工している場合です。
コーティング超硬エンドミルによる切削加工が主流になり、送り速度がF1,000やF3,000を超えるような高速な送り速度も当たり前になってきました。
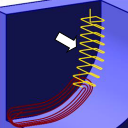
しかし、3D加工における下図のような角部や狭い凹溝部を加工する場合、四角や円形状の狭い穴の内側を加工するような場合においては、最も早い送り速度が出せる、長い直線距離がほとんどありません。
このような加工パスで、カタログの推奨条件値をそのまま使っても大丈夫でしょうか。
最近のマシニングセンターであれば、自動加減速機能が働くので、こうした部位を加工しているときは、プログラムの数行先読み機能により、曲がり角になる前にスピードを落としてくれます。
結果、こうした狭い部位は、ほとんどトップスピードが出ずに、機械が出せる送り速度に調整されながら加工されていると思います。これは加工中に、マシニングセンターの制御パネルに表示されている送り速度をながめているとわかります。
しかし、古いマシニングセンターでこうした機能がない場合は、速い設定の送り速度に追従できず、機械がガクガクと振動したこともありますし、そもそも自動車に例えると、急なヘアピンコーナーをトップスピードのまま走ろうとしているようなものです。
±0.02ミリを下回る公差など、高精度な3D加工を行う場合には、こういった狭い凹部位と、逆に緩やかな凸形状部位は分けて加工条件を考慮すべきと考えます。
つまり、自動車レースのサーキットでいうところの、急なヘアピンコーナーを正確にトレースしていくには低速ギアを使い、トップスピードが出せる直線コースは高速ギアを使うといったように、加工エリアを分けて加工パスを作ると、非常に高精度な3D加工ができると思います。
ただし荒取り加工や、さほど精度が要求されない部品まで、こうした配慮をする必要はないと思っています。あくまで高精度な仕上げ加工で必要になる考えです。
一般的にマシニングセンターでは、パンフレットやPR資料などで、真円の輪郭精度などを紹介していますが、狭い部位を正確にトレースさせて高精度を狙いたい場合、私はこの送り速度を参考にしています。
実際、私が見てきた上手い加工パスを作るCAMオペレーターは、同じエンドミルを使っていても、加工部位によって加工条件を変えています。こうしたCAMオペレーターは、マシニングセンターの動作特性を良く知っている人だと思います。
逆にそうでない加工パスは、どのような加工であっても、同じエンドミルでは一律にカタログ推奨条件をそのまま使っています。
いかがでしょう、「マシニングセンターの現実の精度と向き合っていますでしょうか?」
端面基準について
次は、マシニングセンターの加工原点の取り方についてのエピソードです。
立形マシニングセンターであれば、加工原点の設定は、①平面的なXY基準と、②高さ方向のZ基準がありますが、今回はXY基準についてです。
先日、クライアント先企業でこのようなミスが発生しました。
続きを閲覧するにはログインが必要です。会員の方はログインしてください。 新規会員登録はこちら銀行振込でも可能です。また本サイトで本をご購入いただいた方も有料会員に登録できます。
詳しくはこちらをご覧ください。