ワイヤー放電加工– tax –
-

機械加工現場のイージーミスを減らす方法について
機械加工現場のイージーミスを減らす方法について マシニング加工やワイヤーカット... -
古い加工技術にこそ今使えるノウハウがある
高精度な加工に悩まされる昨今 私のクライアント企業の中には、加工寸法公差がプラ... -
金型メーカーのあるべき日程計画の方法について
金型メーカーのあるべき日程計画について 今回は、これもコンサルティングの際、ア... -
パンチ側のワイヤーカットにおけるつなぎ位置について
ワイヤーカットにおけるパンチ側のつなぎ位置 当事務所では、ワイヤーカット加工に... -
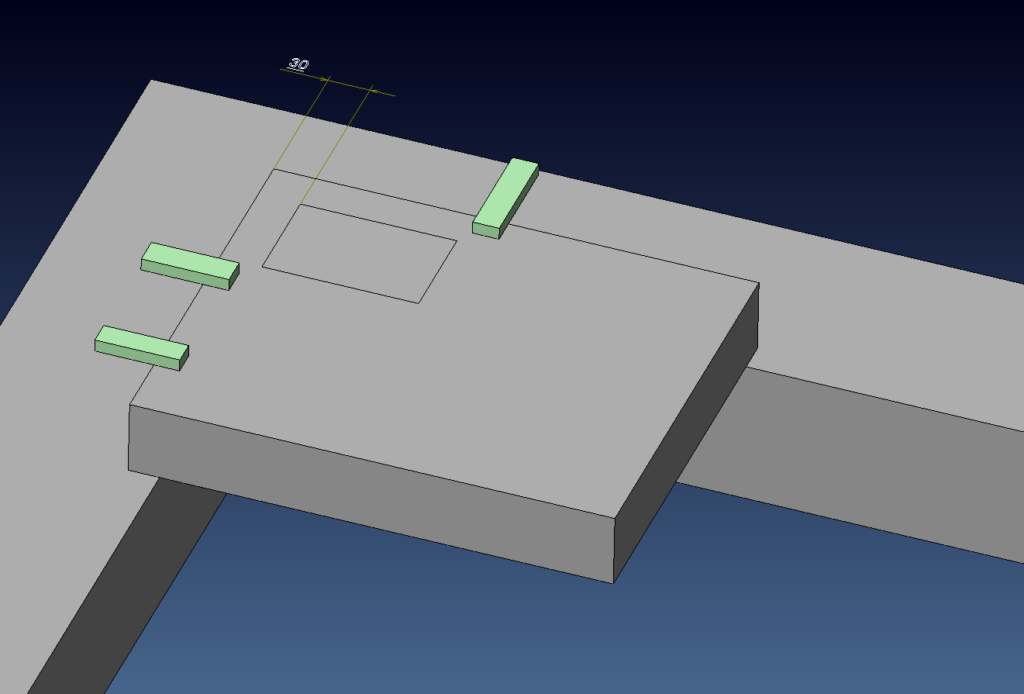
ワイヤーカットを行うプレートにおける端面からインロー形状までの適正な距離について
ワイヤーカットを行うプレートにおける端面からインロー形状までの適正な距離につ... -
加工コンサル・レポート:ワイヤーカット加工からの鏡面仕上げ(プレス金型メーカーにて)
ワイヤーカット加工からの鏡面仕上げ クライアントのプレス金型メーカーにて、SUS3... -
SUS304のプレス曲げで、金型のダイのカジリが止まりません
「SUS304のプレス曲げで、金型のダイのカジリが止まりません」 これは、クライアン...

1